






Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Müşterinin Ölçüm İhtiyaçları
1. Montaj ve teslimat denetimi sırasında tarayıcının palet düzlüğünün incelenmesi;4. Montaj ve teslimat denetimi sırasında tarayıcının iki ekseninin koaksilitesinin incelenmesi;

Şekil 1: Bu durumda radyan lazer izleyicisinin kullanımı
Bu durumda radyan lazer izleyicinin kullanımı
Şekil 1'de gösterildiği gibi, kullanıldığında, tarama sistemi iş mili üzerindeki izleyici hedef topunu (SMR) düzeltin ve Radian Lazer Tracker ana bilgisayar, SMR'nin küresel merkezini kilitlemek ve izlemek için bir lazer çekecektir. Operatör, tarama sistemi iğinin verilen yönde hareket etmesini sağlamak ve kısa bir süre ölçülecek konumda kalmasını sağlamak için komutu girecektir. İş mili kararlı olduğunda, radyan lazer izleyici, 1000Hz edinim oranında ölçülecek noktanın 3D koordinatlarını doğru bir şekilde toplayacak ve kayıt ve tasarruf için ölçüm yazılımına iletecektir. Bu tür birkaç 3D nokta toplandıktan sonra, karşılık gelen çizgi, yüzey ve gövde yazılımda her bir noktanın konumuna göre oluşturulabilir ve karşılık gelen şekil ve konum tolerans verileri hesaplanabilir ve ana şaftın teorik konumu ile karşılaştırılabilir. , ölçüm ve tespit amacına ulaşmak için.

Şekil 2: Tam otomatik bir C-tarama ultrasonik test sisteminin ve ölçülecek eksenin şematik diyagramı
Operasyon adımları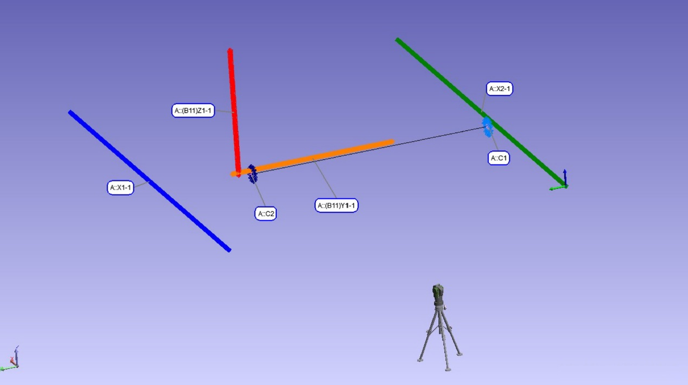
Şekil 3: Kılavuz Demiryolu Paralellik Ayar Şeması
2) Şekil 4'te gösterildiği gibi, x, y ve z eksenlerinin düzlüğünü ölçün ve kolay ayar ve kurulum için sapma değerini verin.
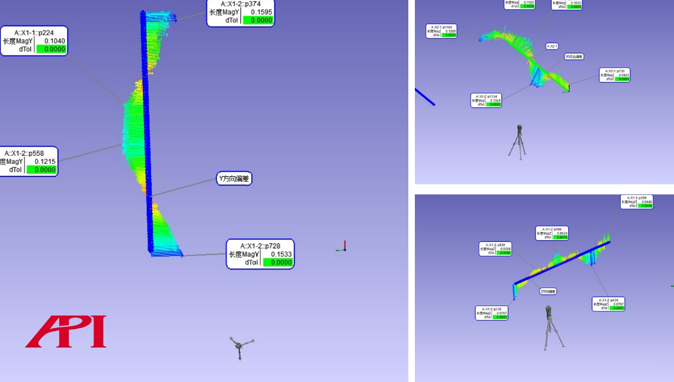
Şekil 4: Gerçek ölçümden sonra her eksende yazılımdaki düzlük sapmasının şematik diyagramı
3) Şekil 5'te gösterildiği gibi, X, Y ve Z eksenlerinin dikeyliğini analiz edin.
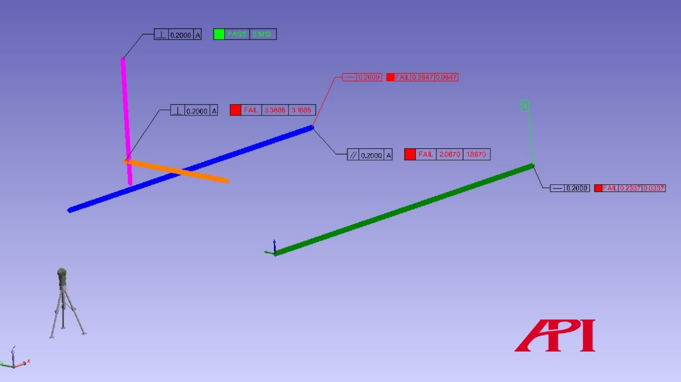
Şekil 5: X, Y ve Z ekseni dikeylik veri analizi şematik diyagramı
4) Şekil 6'da gösterildiği gibi, A ve B eksenlerinin ayarlanmasından önce iki eksen arasındaki koaksite çok zayıftır. İki eksenin koaksili, üst ve alt yükseklik farkının ayarlanmasından sonra doğruluk gereksinimlerini karşılayabilir ve ön ve arka aralık lazer izleyici ölçüm verileri tarafından verilir.
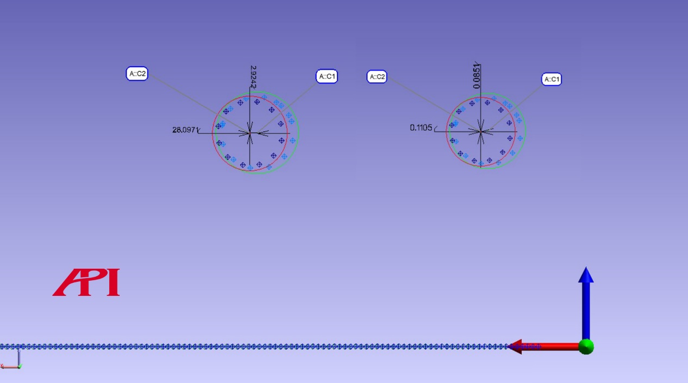
Şekil 6: Eksen A ve B'nin hizalamadan önce ve sonra koaksite verilerinin karşılaştırılması (sol: ayardan önce; sağ: ayardan sonra)
çözüm
Bu durum, yüksek doğruluğu, taşınabilirliği ve hızlı veri toplama hızı ile radyan lazer izleyicinin, ultrasonik tarama sisteminin ölçüm gereksinimlerini tespit ve kalibrasyonun tüm yönlerinde tam olarak karşılayabileceğini ve kullanıcı kesintisi kesintisini etkili bir şekilde azaltabileceğini göstermektedir. .

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.